

标准公差因子
零件的制造误差不仅与加工方法有关,而且与基本尺寸的大小有关,为了便于评定零件尺寸公差等级的高低,规定了标准公差因子。
标准公差因子是计算标准公差的基本单位,是制定标准公差系列值的基础。
通过大量的生产实践和科学实验,经统计分析发现,零件的加工误差与基本尺寸呈立方抛物线的关系。当尺寸≤500mm时,国家标准的标准公差因子按下式计算:
 式中,
式中, ——标准公差因子,单位为μm;
——标准公差因子,单位为μm;
 ——基本尺寸分段内首尾两个尺寸的几何平均值,单位为mm。
——基本尺寸分段内首尾两个尺寸的几何平均值,单位为mm。
在上式中,前面一项主要反映加工误差,第二项用来补偿测量时温度变化引起的公称尺寸成正比的测量误差。但是随着公称尺寸的逐渐增大,第二项的影响越来越显著2。
对大尺寸而言,温度变化引起的误差随直径的增大呈线性关系。
当公称尺寸>500~3150mm时,国家标准的标准公差因子按下式计算:

当公称尺寸>3150mm时,以 为基础来计算标准公差,也不能完全反映实际出现的误差规律,但尚未确定出合理的计算公式。
为基础来计算标准公差,也不能完全反映实际出现的误差规律,但尚未确定出合理的计算公式。
标准公差等级国家标准规定的公差等级是确定零件尺寸精度的等级。国家标准规定的标准公差是由公差等级系数和标准公差因子的乘积值来决定的。在基本尺寸一定的情况下,公差等级系数是决定标准公差大小的唯一参数。
从IT01~IT18级,公差等级依次降低,而相应的标准公差数值则依次增大2。
当尺寸≤500mm,IT5以下各级标准公差,按下表计算,每一个公差等级有一个确定的公差等级系数,如表中的7,10,16,…,2500等数值,由该表可以看出,从IT6~IT18级,公差等级系数按R5优先数系增加,公比为 ,即每隔5个等级公差增加10倍。
,即每隔5个等级公差增加10倍。
|| || 尺寸≤500mm的IT5至IT18级标准公差计算表
对尺寸≤500mm的更高等级(如IT01,IT0和IT1等级),主要考虑测量误差,公差计算采用线性关系式,如下表所示:
|| || 尺寸≤500mm的IT01~IT1级标准公差计算表
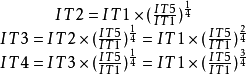
标准公差IT2~IT4的数值,大约在IT1~IT5级数值之间近似成几何级数,比值为 ,即IT2,IT3,IT4级的标准公差按下式计算:
,即IT2,IT3,IT4级的标准公差按下式计算:
从上述情况可以看出,国家标准各级之间的公差分布规律性较强,便于向高、低等级延伸,如IT17和IT18就是在ISO公差制基础上延伸的。若需更高精度的公差,例如,常用尺寸段需要IT02,亦可延伸。因为IT01至IT1的公差计算式中的系数均采用了优先数系R10/2,由此可推出IT02的公差计算式为:

当有需要时,还可插入中间等级,例如 等等,即按优先数级R10插入,以满足广泛和特殊的需要。
等等,即按优先数级R10插入,以满足广泛和特殊的需要。
当尺寸>500mm时,IT5以下各级标准公差同样以公差等级系数和标准公差因子的乘积来计算,如下表所示:
|| || 尺寸>500mm IT5至IT18级标准公差计算表
对尺寸>500mm的更高等级的标准公差IT01,IT0,IT1,分别按 计算。标准公差IT2~IT4,同样也在IT1~IT5级数值之间近似几何级数,比值为 。
计算。标准公差IT2~IT4,同样也在IT1~IT5级数值之间近似几何级数,比值为 。
基本尺寸分段根据标准公差计算公式,每有一个基本尺寸就应该有一个相对应的公差值。 但在生产实践中基本尺寸太多,就会形成一个庞大的公差数值表,给生产带来很多困难。为了减少公差数目,统一公差值,简化公差表格,特别考虑到便于应用,国家标准对基本尺寸进行了分段2。尺寸分段后,对同一尺寸分段内的所有基本尺寸,在相同公差等级的情况下,规定相同的标准公差。国家标准基本尺寸主段落和中间段落的分段见右图所示。
但在生产实践中基本尺寸太多,就会形成一个庞大的公差数值表,给生产带来很多困难。为了减少公差数目,统一公差值,简化公差表格,特别考虑到便于应用,国家标准对基本尺寸进行了分段2。尺寸分段后,对同一尺寸分段内的所有基本尺寸,在相同公差等级的情况下,规定相同的标准公差。国家标准基本尺寸主段落和中间段落的分段见右图所示。
具体加工等级
|| ||


 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国