

概述
转炉是利用鼓入的空气、纯氧或纯氧加燃料油(或天然气、水蒸气、二氧化碳)以氧化液态金属中的杂质,并产生所需热能的可以转动的冶金炉。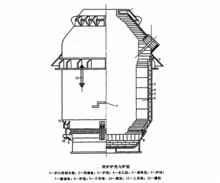 炉形有梨形、直桶形和鼓形等几种。按炉衬化学性质可分为酸性转炉和碱性转炉;按风眼和供氧管位置,分为底吹转炉、侧吹转炉和顶吹转炉 。有色金属吹炼,采用酸性或碱性侧吹鼓形转炉,利用熔融金属中硫的氧化,产生所需要的热能。目前在工业上主要用来炼钢。1
炉形有梨形、直桶形和鼓形等几种。按炉衬化学性质可分为酸性转炉和碱性转炉;按风眼和供氧管位置,分为底吹转炉、侧吹转炉和顶吹转炉 。有色金属吹炼,采用酸性或碱性侧吹鼓形转炉,利用熔融金属中硫的氧化,产生所需要的热能。目前在工业上主要用来炼钢。1
转炉炉体包括炉壳和炉壳内的耐火材料炉衬,如右图所示。2
转炉炉体属于薄壳结构,由于高温、重载和生产操作等因素影响,炉体工作时不仅承受静、动载荷,而且还承受热负荷,工况条件恶劣。因此,人们除研究其设计强度外,还一直在对炉体的制造工艺进行研究和改进。3
转炉炉体结构转炉炉体包括炉壳和炉壳内的耐火材料炉衬,炉壳用钢板焊成。炉衬包括工作层、永久层及填充层三部分。
工作层由于直接与炉内液体金属、炉渣和炉体接触,易受侵蚀,普遍采用焦油白云石质或焦油镁砂质大砖砌筑炉衬。为提高炉衬寿命,目前已广泛使用镁质白云石为原料的烧成油浸砖,另外根据炉子各部位的工作条件和破损性质的不同,采用不同材质和厚度的砖组合砌筑。对侵蚀最严重的部位,如装料侧、渣线区、炉底等部位,使用具有耐火度高、高温强度大、抗炉渣侵蚀能力强等性能的优质耐火材料,我国大中型转炉采用镁碳砖。
填充层介于工作层与永久层之间,一般用焦油镁砂或焦油白云石料捣打而成。此层的作用是减轻炉衬膨胀时对炉壳的挤压,而且也便于拆除工作层残砖,避免损坏永久层。
永久层紧贴着炉壳钢板,其作用是保护炉壳。修炉时一般不拆除炉衬永久层。永久层通常是用一层镁砖或高铝砖侧砌而成。
炉壳由炉帽、炉身、炉底三部分组成。各部分用钢板加工成型后焊接和用销钉连接成整体。
(1)炉帽
炉帽通常做成截锥形,这样可以减少吹炼时的喷溅损失以及热量的损失,并有利于引导炉气排出。炉帽顶部为圆形炉口,用来加料,插入吹氧管,排出炉气和倒渣。为了防止炉口在高温下工作时变形和便于清除粘渣,目前普遍采用通入循环水强制冷却的水冷炉口。水冷炉口有水箱式和埋管式两种结构。
水箱式水冷炉口是用钢板焊成的,在水箱内焊有若干块隔板,使进入水箱的冷却水形成蛇形回路,隔板同时起筋板作用,增加水冷炉口的刚度。这种结构的冷却强度大,并且容易制造,但比铸铁埋管式容易烧穿。埋管式水冷炉口是把通冷却水的蛇形钢管埋铸于铸铁内。这种结构冷却效果稍逊于水箱式,但安全性和寿命比水箱式炉口高,故应用十分广泛。
炉帽通常还焊有环形伞状挡渣板(裙板),用于防止喷溅物烧损炉体及其支撑装置。
水冷炉口可用楔和销钉与螺帽连接,由于炉渣的黏结,更换炉口时往往需使用火焰切割,因此我国中、小型转炉多采用卡板焊接的方法,将炉口固定在炉帽上。
(2)炉身
炉身是整个炉子的承载部分,一般为圆柱形。在炉帽和炉身耐火砖交界处设有出钢口,设计时应考虑使堵出钢口方便,保证炉内钢水倒尽和出钢时钢流应对盛钢桶内的铁合金有一定的冲击搅拌能力,且便于维修和更换。
(3)炉底
炉底有截锥形和球形两种。截锥形炉底制造和砌砖都较为方便,但其强度比球形低,故在我国用于50t以下的中、小转炉。球形炉底虽然砌砖和制作较为复杂,但球形壳体受载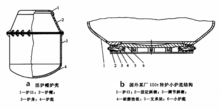 情况较好,目前,多用于120t以上的炉子。
情况较好,目前,多用于120t以上的炉子。
炉帽、炉身和炉底三部分的连接方式因修炉方式不同而异。有“死炉帽,活炉底”、“活炉帽,死炉底”等结构形式。小型转炉的炉帽和炉身为可拆卸式(如右图a),用楔形销钉连接。用这种结构采用上修形式。大中型转炉炉帽和炉身是焊死的,而炉底和炉身是采用可拆卸式的(如右图b),这种结构适用于下修法,炉底和炉身多采用吊架,T字形销钉和斜楔连接。
转炉炉体分瓣原则炉壳主要由炉底、炉身、炉帽、炉口、出钢口等部分组成。由于炉壳尺寸太大,如果在制造厂进行整体制造时,无法将其发运到用户。为此多数制造厂均采用沿炉体垂直中心线将炉体剖分开,在制造厂进行分瓣加工制造后,到安装现场再组焊成型。
炉壳分瓣原则是保证炉壳各部件从铁路发运到用户,且不影响产品质量,力争分瓣数量最少。
炉体机械加工制造难点就是保证炉壳现场组焊时,能够按照图纸要求顺利将炉壳组装成一体,并保证组焊后炉帽上120°均布的三个球铰螺栓吊挂孔的精度要求。
根据制造工艺及运输方便,将炉体分为4段,分别为:炉帽1段,炉身2段,炉底1段,每段又分为2瓣,共8瓣。3
转炉炉体制造的技术要求(1)炉身组装焊接及退火处理后要求炉壳的圆柱度、外圆公差和同轴度

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国