

介绍
锻造用钢是指可以通过锻造成型的毛坯或零件用钢。高硫、高铜含量或纯净度过低的结构钢热锻工艺性能差。连续性遭到破坏的易切削化回硫钢因塑性差,高碳、高合金钢因变形抗力大,不适用于冷锻或温锻。锻造用钢的研究除分析变形能力和变形抗力等工艺性能外,更要满足锻件的性能和成本要求。随着零件高强韧化、轻量化的发展趋势,锻造行业追求高材料利用率、高精度、高效率、低能耗、低成本等目标。锻造用钢的发展,离不开评价和应用技术的开发。热锻用钢的易切削化、非调质化,冷锻用钢的简化热处理是降低零件工艺成本、提高生产效率和节能降耗的主要材料技术;微合金化是改善零件强韧性和工艺性能,获得高性能、低成本锻件的有效手段。
分类锻造用钢料有两种: (1)钢锭,将熔化 的钢液浇入钢锭模内,待冷却凝固后便从钢 锭模内取出的称为钢锭,钢锭由冒口、中部、 底部三部分组成,由于组织粗糙,缺陷较 多,它仅适合自由锻造各种大型锻件之用, 且只取用中间部分,冒口和底部应予切除。 (2)钢材 (钢坯),是钢锭经过轧制或锻造 而成的坯料,沿着轧制或锻造方向形成明显 的流线,钢材的缺陷比钢锭少,可锻性显著 提高,因此适合于各种模锻生产。钢材应用 最广的是热轧圆钢或方钢,也有少数精密模 锻件 (小型的) 采用冷拉棒材。
钢锭将炼成的钢水浇注到铸铁制成的钢锭模内,凝固后形成的锭子称为钢锭。钢锭经轧制或锻压成为钢材后方能使用,所以钢锭是半成品。根据浇注方法的不同有上注钢锭和下注钢锭之分。上注法一次浇注一根钢锭,下注法可以同时浇注许多根钢锭。下注锭的表面质量优于上注锭。根据脱氧程度的不同又有沸腾钢钢锭、半镇静钢钢锭和镇静钢钢锭三种,此外还有外沸内镇钢锭。沸腾钢是脱氧不完全的钢,镇静钢是脱氧完全的钢,半镇静钢的脱氧程度介乎前两者之间,接近于镇静钢。钢锭的质量有表面质量和内部质量之分。表面质量以钢锭表面是否有结疤和裂纹及表皮的纯净度和致密度来衡量。内部质量则以钢锭内部的纯净度、致密度、低倍非金属夹杂物数量和宏观偏析的程度来衡量。沸腾钢的表面质量好,但由于锭心偏析大,内部质量不如镇静钢。1
钢坯钢坯是钢锭经初轧或开坯得到的半成品,是各类钢材轧机的原料。钢坯断面有方、圆、扁、矩形和异形等数种,主要与轧制产品形状有关。轧制简单断面钢材时,选用与成品断面相近的方钢坯或矩形钢坯。轧制扁钢、角钢等扁形产品时,选用矩形坯或扁坯。生产工字钢、槽钢时最好用异形钢坯,以利轧制过程的进行和提高成材率。圆形坯是生产无缝管的原料。钢坯的生产方法见钢坯生产。
钢坯断面尺寸应满足轧制变形量和成品质量的要求,还要考虑轧辊强度和咬入条件的限制。一般钢坯断面高度H与轧辊辊径D之比 (即H/D) 应小于或等于0.5。钢坯长度受终轧温度、轧制时间和产品的定尺或倍尺的限制。加热时钢坯过长容易产生撞炉墙事故,过短则炉底利用率不高,影响加热炉产量。为生产各种钢材而选用钢坯时,应尽量考虑钢坯的共用性,以提高开坯机的生产力,简化车间的坯料管理。
锻造用钢技术发展易切削化结构钢的选用与关键技术在钢中添加S或S-Ca是改善结构钢切削性能的最常用合金化手段。转炉炼钢使用80%以上的铁水,即使是电弧炉也可以使用超过60%的铁水,冷轧钢板或高纯净钢要求的铁水预脱硫技术以及其它高纯净钢冶炼技术被用于锻造热轧棒、线材或铸锭的生产,此时,如果不在钢包精炼或真空脱气后实施回硫工艺,钢中硫含量降到0.010%以下,材料的切削性能将大幅降低。根据切削性能和零件性能的综合要求,回硫钢中硫含量分为0.015%~0.035%、0.040%~0.065%、0.050%~0.070%等区间,硫含量越高,钢的切削性能越好。
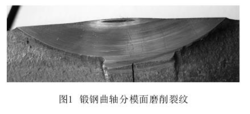
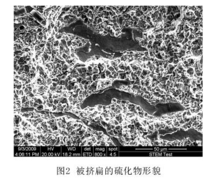
实践证明,如果渗碳齿轮钢20Cr Mn Ti H的硫含量由0.008%提高到0.015%,齿轮高速干切刀具的耐用度可提高1.67倍;如果将曲轴用非调质钢48Mn V的硫含量由0.015%提高到0.045%,则曲轴内铣(干铣)刀片的耐用度将提高49%~66%。硫含量越高,钢或锻件的锻造流线越严重,横向性能下降越明显。以半轴用40Mn BH为例,淬火和低温回火状态下,硫含量为0.0057%和0.064%的40Mn BH的扭转强度和拉伸强度比值分别为0.82和0.74,前者的扭转断口断面与轴线垂直,为切应力断口,而后者则出现纵向开裂。因此,承受扭转载荷的零件,如汽车驱动桥半轴、传动轴叉等不宜采用回硫钢。在热模锻件分模面对应部位,如果金属产生激烈的横向流动,将导致丝线状、棒状硫化物的扁平化,加剧硫化物分割基体的作用,使零件在该部位的横向性能进一步恶化,增加零件淬火开裂和磨削开裂的倾向。图1、图2为含硫0.025%的42Cr Mo H感应淬火曲轴分模面磨削裂纹及其断口上的硫化物形貌,可见分模面处硫化物的最大宽度达到12~20 μm,远远超出非分模面处检出的4.5~6 μm。
为防止回硫钢模锻分模面产生缺陷,减轻硫易切削化对钢材或锻件横向性能的影响,可从工艺和材料两个方面采取措施。其一是采用楔横轧、闭式锻模等锻造工艺,代替模锻工艺,因为前二者不产生分模面;其二是通过控制夹杂物形态,防止钢中硫偏聚和硫化物的过分粗化,是降低硫化物对回硫钢及其锻件上述危害的有效措施。硫化物变质处理技术、连铸工艺的末端搅拌或轻压下技术,是冶炼此类钢必要的关键技术。采用大截面铸坯,增加棒材轧制比,减小硫化物的横向尺寸,也有益于改善回硫钢的横向性能。
非调质钢及其晶粒细化技术非调质钢因节能、降成本、生产周期短和不存在调质工艺缺陷等优点,在汽车零件和工程机械上得到广泛应用。高强韧化一直是非调质钢的发展趋势。从第1代49Mn VS3牌号非调质钢开始,按照增加铁素体含量和强化铁素体的技术构想,发展了低碳、高锰的40Mn VS、38Mn VS、30Mn VS以及高硅的更高强度的38Si Mn VS和30Si Mn VS等典型钢种,称为高强韧性“珠光体-铁素体”非调质钢;低碳和中碳贝氏体非调质钢以中温转变的粒状贝氏体和粒状组织为基体组织,相对 “珠光体-铁素体”非调质钢具有更好的强韧性配合。
相对于相同强度等级的调质钢零件,非调质钢零件、尤其是热锻非调质钢零件的塑韧性较低。除上述组织因素影响外,热锻(热轧)控冷工艺状态下的非调质钢及其制品,因为比调质钢制品少一次820 ~880 ℃的低温奥氏体重结晶工艺,其晶粒比调质钢的粗大,是导致其韧性较低的另一重要原因。常用调质钢零件在调质状态下的原奥氏体晶粒度可以稳定在5~10级,而非调质钢制品,尤其是锻后控冷状态的非调质钢热锻件的原奥氏体晶粒度则较少达到7级,大部分在5级以下,如果控锻控冷工艺不当,甚至粗至00级。
其它锻造用钢的技术发展利用Ti、Nb、V、Al、N、B微合金化对传统锻造用钢进行适应性改造,控制其不同温度区间析出物的数量和大小,达到析出强化、细晶强化或控制晶粒长大的作用,提高其力学性能和工艺性能。作为典型的微合金化非调质钢,铝镇静钢中Al N晶粒细化的作用为众人熟知。此外,齿轮钢、弹簧钢、冷镦钢等常用钢种的微合金化改造又有新的进展。
1、渗碳齿轮钢的微合金化
对传统渗碳齿轮钢进行微合金化,优化了高温渗碳齿轮钢、冷锻齿轮钢、细晶强化高强韧性齿轮钢等先进齿轮钢品种。
1.1、高温渗碳齿轮钢
常用渗碳齿轮钢利用残余的0.01%~0.05% Al,使其930 ℃奥氏体晶粒度细于5级,如果将Al含量稳定在0.02%~0.05%,提高N含量至0.010%~0.020%,控制Al/N比,则可以将Al N的溶解温度即渗碳钢的奥氏体晶粒粗化温度提高至950 ℃,从而为高温气体渗碳工艺的应用提供材料支持。950 ℃气体渗碳材料工艺技术均可在传统的井式渗碳炉、多用渗碳炉和连续式无罐炉上实施,具有良好的应用前景。为减小或防止内氧化对齿轮渗层强韧性的影响,更高温度的渗碳需要采用低压真空渗碳技术,高温低压真空渗碳齿轮钢的渗碳温度高达970~1 050 ℃,此时单纯利用Al、N的微合金化不能阻止奥氏体晶粒粗化,需要添加固溶温度更高的氮化物如Ti、Nb等元素。Ti、Al、N复合微合金化齿轮钢20Cr Mn Ti H在保温时间为6 h情况下,其970 ℃和1 050 ℃加热奥氏体晶粒度可分别达到8.0级和6.5级。在其中添加0.02% Nb,其1 000 ℃晶粒度可达到9.0级。
1.2 冷锻齿轮钢
冷锻齿轮钢同时融合了微合金化和热机械轧制技术,添加Ti、Al、N或Ti、Nb、Al、N微合金化,以细化热轧态晶粒,阻止冷锻齿轮在后续加热过程中的晶粒异常长大。热机械轧制的目的在于细化热轧交货状态晶粒度,通过应变诱发铁素体析出,增加铁素体含量,降低交货状态硬度。以上两种技术的复合,使冷锻齿轮钢的塑性增强,临界压缩率达到80%,无需球化退火就能满足冷锻工艺要求;冷锻成型后,可以省略再结晶退火,直接进行渗碳;渗碳后无需二次加热淬火,就能达到晶粒度要求,达到节能降耗、简化工艺、提高效率的目的
1.3 细晶强化高强韧性齿轮钢
齿 轮 钢 疲 劳 强 度 与 奥 氏 体 晶 粒 尺 寸 近 似 存在Hall-Petch关系,细化奥氏体晶粒可提高疲劳强度。细化奥氏体晶粒度的方法包括低温渗碳、渗碳后二次淬火以及添加Nb、Ti、V微合金化。20Cr Mo H和经过Ti、Nb复合微合金化的20Cr Mo H,经历930 ℃气体渗碳7 h,扩散0.5 h后,有效硬化层深度分别为1.0 mm、1.2 mm,渗层晶粒度分别为7.2级和10.5级,而旋转弯曲疲劳强度分别为995 MPa和1 230 MPa,Ti、Nb微合金细晶强化使得20Cr Mo H疲劳强度提高了23.6%。
2、高性能弹簧钢的微合金化
弹簧钢的使用主要参照材料的弯曲疲劳极限、松弛稳定性、腐蚀疲劳敏感性、延迟断裂倾向等因素。此外,表面完整性、脱碳层深度、纯净度、晶粒度等因素对弯曲疲劳强度有显著影响,需要据此对弹簧钢进行质量分等。弹簧钢的高强度化和高品质化是提高弹簧的设计应力水平,实现轻量化的必要条件。目前,汽车悬架系统螺旋悬架弹簧的扭转疲劳设计应力水平最高达1 200~1 300 MPa,使用状态硬度达51~53 HRC;变截面钢板弹簧的弯曲疲劳设计极限应力水平也从之前的850~950 MPa向1 000~1 100 MPa范围提升,从而使弹簧质量减轻25%以上。几乎所有强度等级高于1 650 MPa的高性能弹簧钢都经过微合金化,乘用车螺旋弹簧常用的1 650 MPa级51Cr V4牌号钢需要添加0.2%以下的V来细化晶粒,提高回火稳定性和降低脱碳倾向。如日本神户钢铁的UHS1900、UHS2000,大同制钢的ND120S和ND250S等钢种,都进行了V、Ti、Nb、Mo、B的微合金化,弥补了因碳含量降低至0.40%带来的松弛稳定性不足,以及解决了晶界强度低于晶内强度导致的韧性下降等问题;尤其B的微合金化对弹簧钢韧性和Ti微合金化对弹簧钢的耐蚀性和延迟断裂抗力的贡献 。
3、高强度冷镦钢的微合金化冷镦钢的微合金化改造出于两个目的:① 改善材料的冷锻工艺性能,开发简化退火或免退火冷镦钢;② 提高材料的延迟断裂抗力,开发13.9级或更高强度等级螺栓用钢。
3.1 高强度免退火冷镦钢
碳含量低于0.22%的碳素冷镦钢,如ML20、ML15等,在冷拔冷镦前,不需要软化退火或球化退火,已经属于免退火冷镦钢,然而这些低碳冷镦钢淬透性和回火稳定性均较低,只能满足6.8级以下紧固件的生产。普通高强度冷镦钢一般要经历“退火—酸洗(剥壳)—磷化—皂化—冷拔—冷镦—调质”等工序,退火工序的目的在于通过珠光体球化,降低材料硬度,提高材料塑性。但此工序同时也带来较大的能量消耗和材料氧化脱碳损耗。高强度免退火冷镦钢得以开发应用,取得了良好的经济和环境效益。目 前有两类高强度免退火冷镦钢。一类为低碳B钢,此类钢的典型钢号为SAE 10B21(SAE J403),其化学成分为0.21%C-0.08%Si-0.85%Mn-0.1%Cr-0.0025%B,通过低碳、低硅获得较低的珠光体含量和铁素体硬度以提高塑性,添加微量B以提高材料淬透性,控制Mn、Cr含量保证回火稳定性。此类钢热轧状态的交货状态硬度低于85HRB,断面收缩率达到55%,满足冷拔和冷镦工艺要求。该钢种适用于8.8级螺栓,适当增加C、Mn、Cr含量可以满足9.8级和10.9级螺栓性能要求。另一类高强度免退火冷镦钢是以普通的ML35、ML40Cr为基础钢,降低Mn、Cr含量,增加微量B以弥补淬透性不足,增加微量Ti含量,高Al/N比,以细化晶粒,运用控轧控冷(热机械轧制)技术生产。
免退火的ML35或简化退火的ML40Cr、ML42Cr Mo A通过双相区(奥氏体-铁素体)大变形量轧制,获得
了更细的原奥氏体晶粒,更多、更细的铁素体含量和退化的碳化物层片,因而具有更低的交货状态硬度和冷变形塑性。免退火冷镦钢ML35的热轧交货状态铁素体含量可以达到49%(退火态为42%),铁素体晶粒度细于11级,对应的硬度为88 HB,延伸率大于26%,断面收缩率大于55%;冷拔减面率15.7%时,冷拔后硬度为91.5 HRB,满足冷镦成型用料硬度低于92 HRB的要求。
3.2 14.9级螺栓用钢
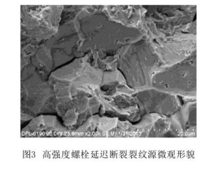
强度等级达到或超过10.9级的螺栓制件,存在氢致延迟断裂倾向,并且随着强度等级增加,延迟断裂倾向越明显。冷镦用SCM435、SCM440线材用于12.9级螺栓制件时,晶粒度达到8级,满足抗松弛、抗疲劳、抗延迟断裂要求,如果降低回火温度容易使其强度等级达到1 400~1 500 MPa,延迟断裂倾向明显增加而使其无法实际应用。图3为SCM435螺栓降低回火温度使其强度达到1 450 MPa,运用缺口试样慢拉伸获得的延迟断裂断口形貌,裂纹起源呈现明显的沿晶断裂特征,晶面有大量的氢脆特征。2

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国