

珠光体可锻铸铁是指金属基体组织主要为珠光体( > 70 % ) 的可锻铸铁,珠光体形状有片状和粒状两种。1
珠光体可锻铸铁(pearlitic malleable cast iron)断面外缘有脱碳的表皮层,呈灰白色;心部组织为珠光体+团絮状石墨的可锻铸铁。珠光体可锻铸铁强度高,有一定的韧性和硬度,耐磨性好。经淬火热处理后其硬度可达HRC50,耐磨性可达某些低合金钢的水平。这种铸铁适用于要求强度和耐磨性较高的零件,如农机具、汽车、拖拉机零件等。牌号及力学性能 中国国家标准GB9440一88(表1)与国际标准ISO5922—1981基本一致。
化学成分的选定常用的化学成分范围见表2。其成分范围除锰可允许较高外,其余的成分与铁素体可锻铸铁基本一样。薄壁件可取较高的碳硅量,厚壁件则应取较低的碳硅量,另外还可根据孕育与否或孕育剂的作用来决定碳、硅量。往往是通过热处理制度的控制来保证应有的力学性能。为了稳定珠光体,亦可在铁液中加入少量铜、锡、钼、钒、钛、铬等元素。这一可增加珠光体数量,二可细化珠光体,对提高铸件的强度性能及硬度均有好处。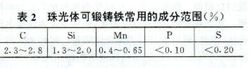
制取方法可锻铸铁的生产分两个步骤,首先得到白口铸铁,然后进行石墨化退火。
(1)将成分调整到片状珠光体可锻铸铁。减少碳硅含量,提高含锰量,必要时加入锡、铝、钒等合金元素。由白口铸铁直接退火。
(2)调整工艺制取片状珠光体可锻铸铁。使用成分适于铁素体可锻铸铁的铁液浇成白口坯件,再采用不同于铁素体可锻铸铁的热处理工艺,以获得不同结果。
所采用的热处理工艺有:
(1)随炉加热至910℃,经8~12h缓慢升温至950℃,强制冷却(鼓风或喷雾),冷却速度应大于30℃/min。可得细片状珠光体+团絮状石墨。珠光体可锻铸铁退火曲线如图2。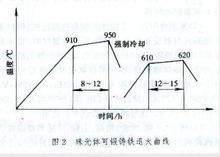
(2)随炉加热至610℃,经12~15h缓慢升温至620.℃,强制冷却(鼓风或喷雾),冷却速度应大于30℃/min。可得珠光体+铁素体混合体+团絮状石墨。
(3)先按铁素体可锻铸铁退火工艺进行石墨化退火后,再加热至820~850℃进行正火处理。可得珠光体+碎块状铁素体混合基体+团絮状石墨。
(4)制取粒状珠光体可锻铸铁:进行第一阶段石墨化之后,再进行油淬及高温回火。可得粒状珠光体+团絮状石墨,具有较好的综合力学性能和切削性能。2
珠光体可锻铸铁退火工艺的选择珠光体可锻铸铁按珠光体中渗碳体形态的不同,可分为片状珠光体和粒状珠光体两种。珠光体可锻铸铁的退火工艺多种多样,生产厂家在实际生产时,应根据生产批量、铸件特征、热处理目的和厂里实际条件等因素,综合考虑,选择或制定合理的生产工艺。表3中列举了多种珠光体可锻铸铁的退火工艺。由于珠光体转变需较快的冷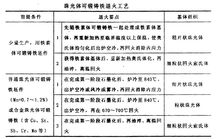 却速度,故而在冷却过程中会产生很大的内应力。为消除内应力,最好以回火作为终处理。3
却速度,故而在冷却过程中会产生很大的内应力。为消除内应力,最好以回火作为终处理。3
无论是空冷后再670---700℃回火,还是油淬后再高温回火,得到的粒状珠光体或细粒状回火索氏体可锻铸铁,都具有较好的综合力学性能和切削加工性能。对于淬火后的铸件,采用不同的回火温度,可得到从回火马氏体到回火索氏体之间的各种基体。因此,可在宽广的范围内改变可锻铸铁的力学性能和耐磨性。4
本词条内容贡献者为:
李勇 - 副教授 - 西南大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国