
炼钢缺陷是钢在冶炼和轧制(锻造)加工过程中,由于设备、工艺和操作等原因造成钢的欠缺。主要包括结疤、裂纹、缩孔残余、分层、白点、偏析、非金属夹杂、疏松和带状组织等。
名词解释钢在冶炼和轧制(锻造)加工过程中,由于设备、工艺和操作等原因造成钢的欠缺。主要包括结疤、裂纹、缩孔残余、分层、白点、偏析、非金属夹杂、疏松和带状组织等。1
形成原因结疤炼钢(浇铸)造成的主要原因有:(1)上铸锭未采取防溅措施或下铸锭开铸过猛造成飞溅结疤。(2)下铸锭保护渣性能不佳或模子不清洁、不干燥,造成钢锭(连铸坯)表面或皮下夹杂、气泡和重皮。(3)模壁严重缺陷或铸温过高造成凸疤和粘模,经轧制或锻压加工演变为结疤。
轧钢方面造成结疤的原因有:(1)成品前某道(架)轧辊或导卫装置缺陷或操作不当造成轧件凸包、耳子、划疤,经再轧形成结疤。(2)钢坯火焰清理清痕过陡或残渣未除净,外物落在钢坯上被轧成结疤。
裂纹按裂纹形状和形成原因有多种名称,如拉裂、横裂、裂缝、裂纹、发纹、炸裂(响裂)、脆裂(矫裂)、轧裂和剪裂等。从炼钢、轧钢到钢材深加工几乎每道工序都有造成裂纹的因素。
(1)炼钢方面。钢中硫、磷含量高,钢的强度、塑性低;铸锭浇铸(模铸、连铸)温度过高,浇铸速度过快,铸流不正;钢锭模、结晶器设计不合理;冷却强度不足或冷却不均,造成激冷层薄或局部应力过大;钢锭模有严重缺陷或保温帽安装不良造成钢锭凝固过程悬挂;保护渣性能不佳,模子潮和各种浇铸操作不良都能造成钢锭表面质量不佳,在钢材上形成裂纹。
(2)轧钢(锻造)方面。钢锭、钢坯加热温度不均或过烧造成裂纹;高碳钢加热或冷却过快,火焰清理或火焰切割钢材温度过低造成炸裂;钢材矫直应力过大,矫直次数过多而又未进行适当热处理时易产生矫裂;冷拔管、线钢料热处理不良或过酸洗造成裂纹;钢件在蓝脆区剪切易剪裂;焊接工艺不当造成焊缝或热影响区裂纹。
分层钢材基体上出现的互不结合的两层结构。分层一般都平行于压力加工表面,在纵、横向断面低倍试片上均有黑线。分层严重时有裂缝发生,在裂缝中往往有氧化铁、非金属夹杂和严重的偏析物质。
白点在钢材纵、横断面酸浸试片上,出现的不同长度无规则的发纹。它在横向低倍试片上呈放射状、同心圆或不规则分布,多距钢件中心或与表面有一定距离。型钢在横向或纵向断口上,呈圆形或椭圆形白亮点(图5)。直径一般为3~10mm。
白点产生的原因,一般认为是钢中氢含量偏高和组织应力共同作用的结果。奥氏体中溶解的氢,在冷却相变过程中,其溶解度显著降低,所析出的氢原子聚集在钢材微孔中或晶间偏析区或夹杂物周围,结合成氢分子,产生巨大局部压力,当这种压力与相变组织应力相结合超过钢的强度时,则产生裂纹,形成白点。
偏析产生的原因是钢水在凝固过程中,由于选分结晶造成的。首先结晶出来的晶核纯度较高,杂质遗留在后结晶的钢水中。因此,结晶前沿的钢水为碳、硫、磷等杂质富集。随着温度降低,杂质凝固在树枝晶间,或形成不同程度的偏析带。此外,随着温度降低,气体在钢水中溶解度下降,在结晶前沿析出并形成气泡上浮,富集杂质的钢水沿上山轨迹形成条状偏析带。由于偏析在钢锭上出现部位不同和在低倍试片上表现出形式各异,偏析可分为方形偏析、“V”、“^”形偏析、点状偏析、中心偏析和晶间偏析等。
疏松钢材截面热酸蚀试片上组织不致密的现象。在钢材横断面热酸蚀试片上,存在许多孔隙和小黑点子,呈现组织不致密现象,当这些孔隙和小黑点子分布在整个试片上时叫一股疏松,集中分布在中心的叫做中心疏松。在纵向热酸蚀试片上,疏松表现为不同长度的条纹,但仔细观察或用8~10倍放大镜观察,条纹没有深度。用扫描电子显微镜观察孔隙或条纹,可以发现树枝晶末梢有金属结晶的自由表面特征。
疏松的成因与钢水冷凝收缩和选分结晶有关。钢水在结晶时,先结晶的树枝晶晶轴比较纯净,而枝晶问富集偏析元素、气体、非金属夹杂和少量未凝固的钢水,最后凝固时,不能够全部充满枝晶间,因而形成一些细小微孔。12
SPHC钢白色条状缺陷的形成及控制SPHC钢为普通热轧产品,虽然强度较低,但具有较高的塑性、韧性、焊接性能和良好的压力加工性能,广泛用于制造各种面板、焊接结构件、冷热轧薄钢板及以其为原板制成的镀锌、镀锡及塑料复合薄钢板等。近年来该类产品在国内市场中的需求量逐年上升,用户对该钢种的要求也越来越严格。用户在使用本钢生产的热轧SPHC产品的过程中连续反馈出现白色条状缺陷。
缺陷形貌及微观组成1、宏观形貌
SPHC冷轧基料主要供用户镀锡生产罐头瓶、瓶盖等,镀锌生产各种管、面板等。
2、微观形貌及组成
通过大量的SPHC热轧产品白色条状缺陷样品微观组织的观察及对比,白色条状缺陷的微观组织基本可以分为图1中所示两种组织形态。
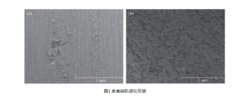
在微观下观察表面缺陷部位,图1(a)中存在明显分层、起皮,而图1(b)中则表现为长条链线状碎裂异物嵌入。
图2中缺陷部位继续放大,微观形貌及主要成分情况如图2。
图2(a)中1、3点及图2(b)中主要是氧化铝、氧化铁夹杂,且含有钙和磷的夹杂物,导致白色条状的原因是以氧化铝为主复合类夹杂物。而图2(a)中2、4点则不含Al、Si等元素,应为铸坯皮下气泡在后续轧制过程中拉长并破裂导致缺陷产生。

缺陷形成原因分析综上微观形貌及组成成分含量分析,白色条状缺陷的形成主要是气泡与以氧化铝为主的复合类夹杂物共同作用的结果。转炉出钢过程中会将部分高氧化性炉渣带入到钢包中,精炼处理过程中对钢包顶渣改质不彻底,在浇铸过程中通过长水口进入中包中污染中包钢水,或者合金化后软吹时间及镇静时间不足,造成钢水脱氧产物Al2O3夹杂物上浮不充分,滞留在钢水中,在后续轧制过程中成为裂纹源,并在均热之前导致裂纹形成,然后在后续轧制过程中Al2O3夹杂物再被压碎,形成长条链线状缺陷,这些线状缺陷在镀锌、锡过程中被覆盖,从而形成板面条状缺陷。
如果钢水脱氧不彻底,浇铸保护不好导致浇铸过程中钢水吸氧,大包浇铸末期下渣导致中包中全氧含量过高或者连铸浇铸过程中长水口和浸入水口吹氩过大导致钢水中氩气气泡未充分上浮形成铸坯皮下气泡,在后续轧制过程中气泡破裂形成表面起皮,宏观表现为板面白色条状缺陷针对上述产生白色条状夹杂原因,对炼钢厂的生产工艺进行分析,发现存在以下问题:为降低合金成本,脱氧合金化调整到精炼前进行,致使大量脱氧产物上浮不充分;部分用户因C含量设计偏低,必须选择RH路径生产,导致顶渣无法改质;LF路径生产的SPHC处理时间较短,无法对顶渣进行充分改质,且软吹时间偏短;连铸浇铸过程中,大包浇铸末期下渣量较多,污染中包钢水;为防止浇铸过程中水口堵,浸入水口氩气量较大,导致铸坯内氩气泡较多,上浮不充分。因此,冷轧用SPHC钢种生产过程中必须进行工艺优化,以保证钢水纯净度满足后续轧制工艺的要求。2
工艺优化1、出钢过程脱氧
炼钢出钢过程进行脱氧,保证精炼前钢水中氧的质量分数
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国