
插齿是利用插齿刀在插齿机上加工内、外齿轮或齿条等的齿面加工方法。插齿的加工过程,从原理上讲,相当于一对直齿圆柱齿轮的啮合。
简介插齿也是一种广泛应用的齿形加工方法,常与滚齿并提。它相当于一对圆柱齿轮啮合,插齿刀相当于一个变位齿轮。插齿时,有插齿刀上下往复运动,往下是切削;有让刀运动,即插齿刀向上时,工件或刀具在径向退让一个距离,以防止刀具擦伤已加工面;有展成运动,还有径向进给运动。
原理插齿的加工过程,从原理上讲,相当于一对直齿圆柱齿轮的啮合。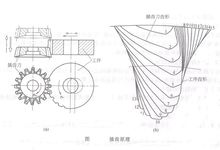 工件和插齿刀的运动形式见图a。插齿刀相当于一个在齿轮上磨出前角和后角,形成切削刃的齿轮,而齿轮齿坯则作为另一个齿轮。插齿时刀具沿工件轴线方向作高速的往复直线运动,形成切削加工的主运动,同时还与工件作无间隙的啮合运动,在工件上加工出全部轮齿齿廓。在加工过程中,刀具每往复一次仅切出工件齿槽的很小一部分,工件齿槽的齿面曲线是由插齿刀切削刃多饮切削的包络线所组成的,如图b所示。
工件和插齿刀的运动形式见图a。插齿刀相当于一个在齿轮上磨出前角和后角,形成切削刃的齿轮,而齿轮齿坯则作为另一个齿轮。插齿时刀具沿工件轴线方向作高速的往复直线运动,形成切削加工的主运动,同时还与工件作无间隙的啮合运动,在工件上加工出全部轮齿齿廓。在加工过程中,刀具每往复一次仅切出工件齿槽的很小一部分,工件齿槽的齿面曲线是由插齿刀切削刃多饮切削的包络线所组成的,如图b所示。
精度分析工件齿距累积偏差大于滚齿①滚齿时,如果用单头滚刀加工,一般只是一周多一些的刀齿参加切削,而插齿时,所有刀齿都参加切削,因此插齿刀的齿距累积误差将直接影响工件的齿距累积误差。工件如果以后还要进行剃齿,则剃前应该用滚齿,因为剃齿时是自由对滚,很难修正齿距累积误差,但却可提高齿形精度。
②工件安装时的几何偏心及其内孔与端面不垂直会影响工件的齿距累积误差,这与滚齿相同;但插齿刀的安装误差和制造误差中的几何偏心,如插齿刀的几何中心与回转中心有偏心,插齿刀内孔与齿圈的偏心等,也会影响齿距累积误差。
③机床转动误差中,工作台分度蜗轮的齿距累积误差会影响工件的齿距累积误差,这与滚齿相同,即运动偏心的影响。但是插齿刀头架分度蜗轮的运动偏心也要影响。
齿形误差小于滚齿①滚刀有阿基米德蜗杆、多边棱角形、铲齿、螺旋角等设计误差。插齿刀虽有多边棱角形问题,但可用减小沿工件周向进给来改善,因此齿形精度较高。
②插齿刀的制造精度比滚刀易于保证。这样插齿刀的齿形误差就比较小,对插齿工件的齿形误差也小。
③机床工作台分度蜗杆的误差会影响齿形误差,但插齿时插齿刀头架的分度蜗杆误差会影响齿形误差。
由以上分析可知,总的结果是插齿的齿形精度较高。
表面粗糙度分析插齿的表面粗糙度值和波度值比滚齿的小。因为插齿相当于刨齿,滚齿相当于铣齿。对齿面来说,插齿时切削是连续的。
滚齿时,由于刀槽数量有限,齿形的多边棱角形较大,插齿时,插齿刀的上下往复运动次数可随工件周向进给速度的减小而相对增加,因而可以减小多边棱角,降低表面粗糙度Rz值。实际上,插齿刀,上下往复运动的速度不变,只改变展成运动的速度。
生产率分析一般来说滚齿的生产率高于插齿的生产率,因为插齿是往复运动,回程不切削。插齿系统刚度较低,切削用量不能太大。对于小模数齿轮(m
 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国