

在模锻锤上进行模锻生产锻件的方法称为锤上模锻。锤上模锻因其工艺适应性强,且模锻锤的价格低于其他模锻设备,是应用较广泛的模锻工艺。
简介锤上模锻主要使用蒸汽-空气锤,如图1所示。模锻蒸汽-空气锤的工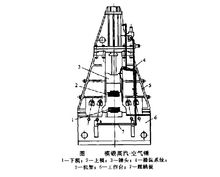 作原理与自由锻蒸汽-空气锤基本相同。由于模锻生产要求精度较高,所以模锻锤的锤头与导轨之间间隙比自由锻锤小,且机架与工作台为整体结构,使锤头运动精度高,保证上、下模合模推确。由操作者操纵踩踏板带动操纵系统控制锤头行程及打击力的大小。
作原理与自由锻蒸汽-空气锤基本相同。由于模锻生产要求精度较高,所以模锻锤的锤头与导轨之间间隙比自由锻锤小,且机架与工作台为整体结构,使锤头运动精度高,保证上、下模合模推确。由操作者操纵踩踏板带动操纵系统控制锤头行程及打击力的大小。
锻模锤上模锻用的锻模如图2所示,由带有燕尾的上模和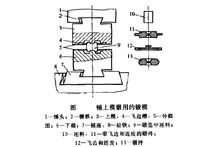 下模两部分组成。下模用紧固楔铁固定在模座上。上模靠楔铁紧固在锤头上,随锤头一起,作上下往复运动。上下模合在一起,其中部形成完整的模膛。
下模两部分组成。下模用紧固楔铁固定在模座上。上模靠楔铁紧固在锤头上,随锤头一起,作上下往复运动。上下模合在一起,其中部形成完整的模膛。
模膛根据功能不同分为模锻模膛和制胚模膛。
模锻模膛模锻模膛是用来把毛坯锻成所需要的或接近于锻件外形和尺寸的模膛。模锻模膛分为终锻模膛和预锻模膛两种类型。
制胚模膛为了使形状复杂的模锻件坯料的形状接近模锻件形状,使金属合理分布和充满模膛,则必须先在制坯模膛内制坯。制坯模膛常见的有拔长模膛、滚压模膛、弯曲模膛、切断模膛等。
制定模锻工艺规程模锻生产的工艺规程包括制定模锻件图、计算坯料尺寸、确定模锻工步(模膛)、选择设备及安排修整工序等。
制定模锻件图模锻件图是设计和制造锻模、计算坯料以及检查锻件的依据。制定模锻件图应考虑分模面、余量、公差、敷料、模锻斜度和模锻圆角半径。
确定模锻工步模锻工步主要是根据锻件的形状和尺寸来确定的。模锻件按形状可分为两大类:一类是长轴类锻件,如台阶轴、曲轴、连杆、弯曲摇臂等,如图3-38所示;另一类为盘类锻件,如齿轮、法兰盘等,如图3-39所示。
修整工序坯料在锻模内制成模锻件后须经过一系列修整工序,以保证和提高锻件质量。修整工序包括切边、冲孔、校正、热处理和清理。
模锻零件结构工艺性设计模锻零件时,应根据模锻特点和工艺要求,使零件结构符合下列原则,以便于模锻生产和降低成本。
1、模锻零件必须具有一个合理的分模面,以保证敷料最少,容易制造,模锻件易于从锻模中取出。
2、由于模锻件尺寸精度高和表面粗糙度值低,因此零件上只有与其他机件配合的表面才需进行切削加工,其他表面均应设计为非加工表面。零件上与锤击方向平行的非加工表面,应设计出模锻斜度。非加工表面所形成的角都应按模锻圆角设计。
3、为了使金属容易充满模膛和减少工序,零件外形力求简单、平直和对称。尽量避免零件截面尺寸相差过大,或具有薄壁、高筋、凸起等结构。
4、在零件结构允许的条件下,设计时尽量避免有深孔或多孔结构。
5、在条件允许的情况下,应采用锻-焊组合工艺,以减少敷料,简化模锻工艺。1
本词条内容贡献者为:
黄伦先 - 副教授 - 西南大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国