

平网印花机是先按照图案的颜色不同,分色制作若千个筛网,用框架固定,筛网上非印花图案部分的网孔被封闭。经绷网和制版后的筛网称为色框。印花时,将织物粘贴在长而平直的台面上,色框置于织物上,在色框内加人色浆,用刮印器在色框上往复刮压色浆,使色浆透过筛网印花图案部分的网孔印至织物上。
分类根据加工方式的不同,平网印花机可分为网动平网印花机和布动平网印花机两类,其中网动平网印花机又分为手工台板印花机和半自动台板印花机,布动平网印花机又分为间歇进出布式和连续进出布式两种。
特点平网印花机印制花回长度范围大,网面幅度宽,套色多,不易传色,能印制轮廓清晰而精致的花纹,制版快且容易,织物承受的张力小,适宜品种多、批量小的轻薄、高档织物印花。
印花过程自动平网印花机将织物粘贴在沿经向循环运行的平直无缝的环形导带上,随导带做间歌运行。色框固定在织物上方一定的位置上做升降运动。导带静止时。色框下降,刮印器往复刮压色浆,使色浆透过网孔印至织物上。刮印完毕后,色框提升,织物随印花导带向前运行一个花回的距离。印好的织物在印花单元的尾端被拉起脱离导带而进入烘燥机烘千后落布。导带运行到非印花区时,由清洗装置去除残留在导带上的色浆,准备下一次印花循环。印花机每一次印花循环依次自动完成以下动作。
导带行进→导带静止→色框下降→刮印器刮印→色柜提升→导带行进→.....
结构组成自动平网印花机属布动平网印花机的结构如图所示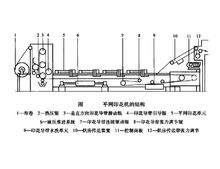 ,它能自动进布、自动贴布、色框自动升降、自动刮印、自动烘千织物以及自动出布,操作简单,生产效率高,是应用较多的一类平网印花机。
,它能自动进布、自动贴布、色框自动升降、自动刮印、自动烘千织物以及自动出布,操作简单,生产效率高,是应用较多的一类平网印花机。
自动平网印花机一般与其他单元机和通用装置组成印花联合机,由进布装置、印花单元以及烘燥和出布装置等组成。其中,印花单元是自动平网印花机的核心部分,主要由贴布装置、导布机构、色框升降机构、刮浆机构、导带清洗机构等组成。
进布装置根据需要可采用卷装进布和折叠进布,保证织物以平整、低张力的状态以及印花导带同步进入机台,还可采用集尘装置,去除织物上的灰尘、绒毛及纱头。
贴布装置为使织物平整地粘贴在导带上,通常采用水溶性浆贴布和热塑性树脂贴布两种形式。
导布机构导布机构由印花导带和导带传动系统组成。印花导带的作用是把织物定长地从一个网框送到另一个网框。印花导带是一条无接缝的环形橡胶导带,由多层帆布涂橡胶制成。印花导带按花回大小精确控制和调整运行距离及暂停位置,能做出加速、减速、刹车及自动循环动作。印花织物始终平整地粘贴在印花导带上,并随导带一起运行和停止。导带由平直的台面支撑。
色框升降机构印花时,色框自动下降到与织物接触并压紧后方可刮印色浆,刮印完毕,色框需立即提升到一定高度,完全脱离印花织物,然后印花织物随导带行进一个花回长度,因此色框升降必须平稳,且必须与导带运行、刮印器往复运动配合得当。筛网框架的升降运动可由电动机或液/气压驱动。
刮印装置刮印装置分为橡胶刮浆刀式和磁性刮浆辊式两种。刮刀式刮印装置由传动箱、导架、滑座、刮刀、色框及色框调整架等组成。
导带清洗机构在印花过程中,色浆常常会从布的正面渗到反面沾污导带,导带还粘有绒毛等污物,必须及时清洗干净,因此在导带非印花区装有导带的水洗装置,且此水洗装置由喷淋器水箱、刮水器等组成。
花布烘燥机印花织物脱离印花导带后,被送到花布烘燥机的传送网带上进行无张力烘燥。传送网带是由聚酯纤维单丝织成表面粗糙和透气率很大的网状带。织物在烘燥过程中,不论织物的厚薄、组织的稀密以及印花色浆的渗透性如何变化,都不会出现“搭色”现象。
筛网制作平版筛网制版包括筛网框的制作、绷网及感光制版。筛网框通常选用坚硬的木材或合金材料,再将一定规格的锦纶长丝或涤纶长丝网紧绷在筛网框上,即成筛网。丝网的网孔大小与花纹的面积和花纹的精细程度有关。花纹精细,网孔要小,印花出浆量小;花纹大,网孔要大,印花出浆量大。筛网花纹的制作常用感光法。1
本词条内容贡献者为:
黎明 - 副教授 - 西南大学

 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国